






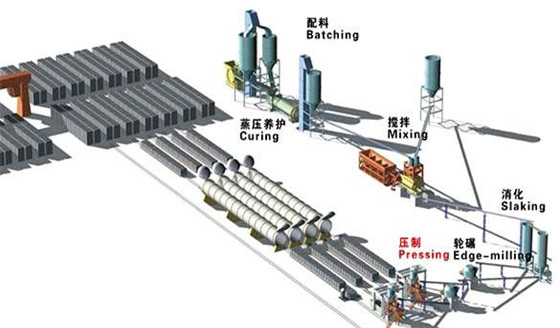
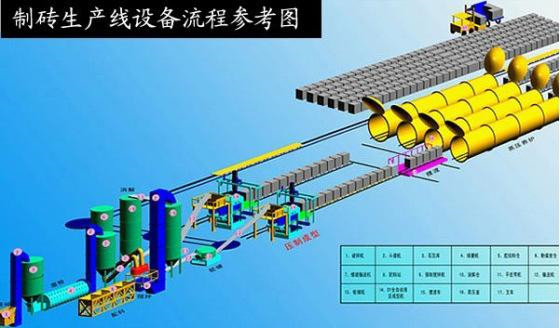


灰砂砖生产线是利用砂、生石灰等为主要生产原料生产新型墙体材料的技术,它具有节约耕地,绿色环保,保护环境等优势,受到国家相关政策的扶持,是目前市场推广快,发展好的一种新型墙体材料生产工艺技术。
一、原料的处理
块状的生石灰在与砂子混合配料前必须经过破碎、粉磨达到生产工艺要求的细度。一般大块的生石灰常用鄂式破碎机进行破碎。经破碎的石灰还需进行粉磨。一般采用球磨机对石灰进行粉磨。
二、混合料的配合比设计
三、混合料的制备
混合料的制备是将按配合比要求计量的生石灰、砂在强制式搅拌机中加入6%~9%的水进行一次搅拌,经一次搅拌的拌和物投入消化仓中消化2~3h,然后进行第二次搅拌即可。也就是说混合料的制备主要包括一次搅拌、消化、二次搅拌几个过程。
拌和物一次搅拌的目的是使拌和物各组分相互分散,增加接触面积,使物料均匀混合,并加强化学吸附作用。再者,通过搅拌可使水膜包裹住固相颗粒的表面,使水均匀分布于搅拌物中,使石灰能更充分地消化,增加拌和物的和易性,改善塑性,提高成型性能和制品的物理性能。一般搅拌时间控制在1.8min左右,为使石灰充分消化,在严寒季节,可使用加热搅拌,即在搅拌的同时通入蒸汽价压,需要注意的是,要注意扣除由蒸汽冷凝的这部分水量以免在配合比中的水分偏多。
拌和物的消化主要是指石灰的消化,也就是将生石灰变成熟石灰的过程。消化一般采用钢仓或混凝土仓,采用间歇式消化时,一般控制在2~3h。若采用地面堆积消化,由于散热较快,消化时间较长,一般需要8h以上。为了提高产量,往往必须缩短生产周期,一般可采用提高混合料的温度、提高生石灰的细度和适当掺加外加剂的方法,加快石灰的消化速度,以改善成型后砖坯的性能。经过消化(或称陈化)的混合料在成型前,还须进行第二次加水搅拌,其目的是:一方面消化之后部分水分蒸发,使拌和料含水率降低3.5%左右,为了便于成型,必须进行二次加水搅拌;另一方面,二次搅拌可把结块的物料打散,使物料更均匀、塑性更好,有利于成型和提高制品性能。
四、砖坯成型
砖坯的质量要求:一是要有完整的外形规格,棱角整齐、表面光洁;二是不允许有分层裂纹、断裂、弯曲、飞边等缺陷;三是成型后的砖坯体积密度应控制在1800~2100kg/m3的范围内,单块砖坯质量应控制在2250~2600g。
灰砂砖一般采用压制成型,对砖坯的加压方式有单面加压和双面加压;从时间上说,又有一次加压和两次加压。由于压力在坯体中传递有阻力,双面加压比单面加压的好;有利于坯体内空气的排出。因此,佳的成型制度是采用双面加压成型。通常成型压力越高,砖坯的体积密度、强度也就越高。但压力超过一定极限时,会导致砖坯产生弹性阻抗,使其膨胀、层裂。德亿重工生产的DYS430、DYS850全自动液压砖机采用双向加压工艺,投放市场以来客户纷纷反映生产出的成品砖质量非常过硬,市场销售非常好。
五、蒸压养护
砖坯成型及在进行蒸压养护前要在室温中静停一段时间,其目的在于让砖坯中多余水分可蒸发掉一部分,这样就可防止砖坯在升温过程中由于水分受热膨胀而造成砖坯裂纹;其次是由于静停可使砖坯强度有所增加,从而提高制品强度;第三,对于消化不完的拌和物起到继续消化作用,这样就可避免石灰在蒸压过程中因养护温度升高而造成石灰急速消化膨胀使制品产生裂纹。一般静停时间为2~3h。
蒸压养护可分为如下4个阶段进行:
1、排除蒸压釜内空气。这是为了提高蒸汽的放热系数,减少传热阻力,增加蒸汽量,提高蒸汽压力、增加釜内蒸汽温度,以加速制品的养护。排除釜内空气使用的方法有三种,即排气法、抽真空法、早期快速升压法,一般采取抽真空的方法。抽真空法是在高压釜通蒸汽前利用水环式等类型真空泵将釜内空气抽出,使釜内真空度达到152~304mm汞柱(表压为-0.08~-0.06 Mpa),同时也可以抽出砖坯表面孔隙内的空气,形成一种负压状态,使养护介质接近于纯饱和蒸汽,从而使制品的受热速度快,温度高。
2、升温升压阶段。它主要是指通蒸汽至釜内,蒸汽与制品达到规定的压力、温度的这一过程。在这一阶段中,为避免釜内蒸汽、砖坯表面砖坯内部三者温差过大而造成因砖坯表面与内部温差不一致而产生裂纹,必须控制升温速度(其与砖坯的初始结构强度有关),因此升温速度不能太快,一般控制在1.5~2h为宜。
3、恒温恒压阶段。它主要是指蒸压釜内从达到规定的高压力和温度开始至开始降温降压这段时间,为了保证水化反应的正常进行,使灰砂砖有足够的强度,必须控制灰砂砖养护的蒸汽压力低要达到0.8 Mpa,高可达1.5 Mpa,恒温恒压时间为4~6h。
4、降压降温阶段。从釜内开始排放蒸汽降温降压至制品出釜阶段。这一阶段为避免出现由于压差和温差过大所造成的制品暴裂、酥松及强度下降,降温降压速度也不能太快,一般控制在1.5~2h。
六、成品堆场
灰砂砖生产线所需设备介绍:灰砂砖生产线所用到的生产设备有多种,河南正一建材本着为客户节约投资成本的原则,主要采用颚式破碎机、斗式提升机、石灰粒仓、电磁振动给料机、湿式球磨机、螺旋输送机、电子配料机、行星式轮碾机、圆盘给料机、双轴搅拌机、输送机、转盘式压砖机、蒸压釜(蒸养釜)、锅炉、牵引机、蒸养车以及摆渡车等建材机械设备,整条灰砂砖生产线配置合理,简约实用。我公司在生产和研发灰砂砖生产线方面已有多年的成功经验,欢迎广大客户朋友致电我公司咨询!
